-

河北威岳机械有限公司
主营:铸铁平台,焊接平台,铸铁试验平台 - 15343170377

河北威岳机械有限公司
主营:铸铁平台,焊接平台,铸铁试验平台 6
6
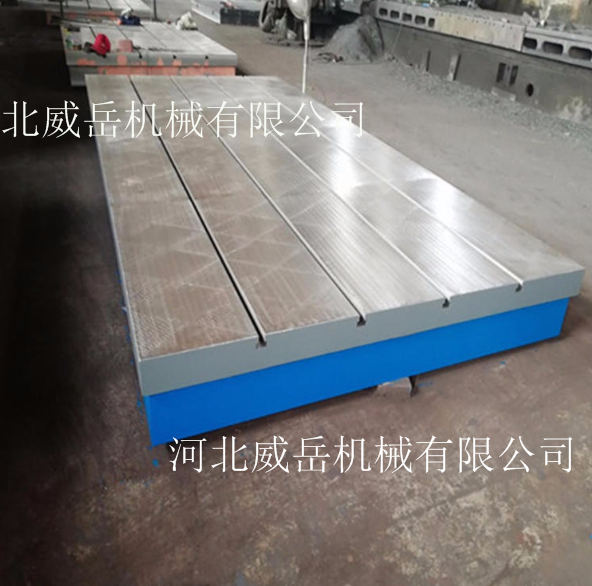
检验平板又称铸铁检验平台,外观基本上是箱体式,工作面有长方形、正方形、圆形等,我公 司专业生产高质量铸铁平台,材料为HT200-300,硬度为HB170-240,并采用刮研工艺,工作面上可加工V形、T形、U形槽、燕尾槽、圆孔、 长孔等,是用于工件、设备检测、划线、装配、焊接、组装、铆焊的平面基准量具。
铸铁检验平台是检查机器零件平面度,直线度等形位公差的测量基准,也可用于零件划线研磨加工,安装设备等用途。是检验机械零件平面、平行度、直线度等形位公差的测量基准,也可用于一般零件及精密零件的划线、铆焊研磨工艺加工及测量等。
刮研diyi步,刮花
刮花的作用一是美观,二是有积存润滑油的功能。一般常见的 花纹有:斜花纹、燕形花纹和鱼鳞花纹等。另外,还可通过观察原花纹的完整和消失的情况来判断平面工作后的磨损程度。
刮研第二步,粗刮
若 工件表面比较粗糙、加工痕迹较深或表面严重生锈、不平或扭曲、刮削余量在0.005mm以上时,应先粗刮。粗刮的特点是采用长guadao,行程较长 (10mm~15mm之间),刀痕较宽(10mm),guadao痕迹顺向,成片不重复。机械加工的刀痕挂除后,即可研点,并按显出的高点刮削。当铸铁平台表面研 点每25mm×25mm上为4~6点并留有细刮加工余量时,可开始细刮。
刮研第三步,细刮
细刮就是将粗刮后的高点刮去,其特点是采用短刮法(刀痕宽约6mm,长5mm~10mm),研点分散快。细刮时要朝着一定方向刮,刮完一遍,刮*二遍时要成45度或60度方向交叉刮出网纹。当平均研点每25mm×25mm上为10~14点时,即可结束细刮。
刮研第四步,精刮
在细刮的基础上进行精刮,采用小guadao或带圆弧的精guadao,刀痕宽约4mm,平均研点每25m×25m上应为20~25点,常用于检验工具、精密导轨和紧密工具接触面的刮削。
特别是用于检验的铸铁平台,精度是zui为重要的因素之一,按工艺流程生产,特别是刮研方法也按如上方法进行,这就是保证铸铁检验平台精度的秘诀。
如其名,铸铁检验平台是用来做检验的基础设备,其精度是保证其作用的根本。那么,防止铸铁检验平台变形,就是生产厂家的重要核心部分之一。而防止其变形的根本在于其设计方案,我司设计检验平台系我公司专业技术人员,保证产品的强度和精度是我公司对产品的基本保证。
不论是从产品归类总结上讨论,铸铁检验平台归属于铸铁平台系列,自然满足其根本性能,从而应用于生产。那么,总结而言,铸铁检验平台基本也有以下几点特性:a、铸铁检验平台工作面不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、绣点等缺陷。
b、铸铁检验平台应采用优质细密的灰口铸铁等材料制造,其工作面硬度应为170~240HB。
c、精度等级为0级~3级的铸铁检验平台工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的距离应不小于80mm。
d、铸铁检验平台工作面通常采用刮削工艺。对采用刮削加工的3级平板工作面,其表面粗糙度Razui大允许值为5μm。
e、铸铁检验平台应去磁和稳定性处理。
f、铸铁检验平台的铸造表面应清楚型砂且平整,涂漆牢固。
g、铸铁检验平台相对两个侧面上,应有安装手柄或吊环装置的螺纹孔(或圆柱孔),且装置位置的设计应尽量减少因搬运而引起的变形。
h、若铸铁检验平台工作面上设置螺纹孔(或沟槽),其部位应不**工作面。
zui后究其原因,铸铁检验平台变形的可能是板在翻转后不退火以消除内应力。铸铁板在使用过程中也可能没有水平,因此铸铁板的四个角受到不均匀的应力,导致平台板变形。
解决方案是重新检查检查板,尽量使铸造结构合理,并尽量减小铸造应力。有时使用抗变形措施来控制和调整图案。通常通过自然时效和人工时效方法消除铸造残余应力。消除测试板的内应力;返工变形板,恢复铸铁板的原始精度;在使用板时,板的四个角应该是扁平的,这样四个角均匀受压。防止铸铁板再次变形。
从设计的基础出发,合理设计铸铁检验平台结构,防止其因理论原因变形,生产中严格把关,从源头杜绝变形的发生这才是重中之重。